Плазмове наплавлення - процес нанесення покриття із розплавленого присадного матеріалу на металеву поверхню з використанням у якості джерела енергії стисненої дуги (що горить між електродом плазмотрона та деталлю) або плазмового струменя ( що горить між електродом і соплом плазмотрона).
Плазмою може бути названий такий стан газоподібної суміші, у якій число заряджених часток електронів та іонів зростає до рівня не нижче 109 в 1 см3. Приблизно плазмі відповідає температура порядку 10000К і вище.
У стиснених дугах, застосовуваних для зварювальних процесів, переважає первинна іонізація, при якій відбувається відрив зовнішніх (валентних) електронів, що володіють більше низьким потенціалом іонізації в порівнянні з електронами більш глибоких рівнів. Для первинної іонізації характерна часткова іонізація газу. Для вторинної іонізації атома потрібно затратити енергію, що досягає сотень електрон-вольтів. Наприклад, азот при Т=12000К майже повністю дисоціює, при Т=20000К відбувається первинна іонізація, а при Т=35000К -вторинна.
У якості газів, що утворюють плазму, самостійно можуть бути використані аргон, азот, гелій, аміак. Водень і кисень можна застосовувати в суміші з аргоном, азотом. Застосування одного водню неможливо через його високу теплопровідність, що приведе до швидкого нагрівання й руйнування сопла.
У сучасній зварювальній техніці застосовують дві схеми (рис. 1) одержання плазми. Перша (рис. 1,б) відповідає схемі стисненої дуги прямої дії, коли анодом служить оброблюваний матеріал. Друга - стиснена дуга непрямої дії (рис. 1,а) утворюється між вольфрамовим електродом і внутрішнім соплом плазмотрона, з якого витікає у вигляді плазмового струменя. Дуга непрямої дії електрично не пов'язана з оброблюваним металом. Друга схема знайшла застосування при обробці діелектричних матеріалів, а також при напилюванні та загартуванні.

а) б)
Рисунок 1 - Характеристика плазмової дуги при наплавленні
а) дуга непрямої дії, б) дуга прямої дії; 1 - джерело живлення дуги, 2 – газ, що утворює плазму, 3 - холодна вода, 4 - матеріал для наплавлення (дріт) або деталь.
При наплавленні (відновленні) деталей із застосуванням порошкових матеріалів для наплавлення загальна схема процесу виглядає в такий спосіб (рис. 2). При обробці порошок може подаватися з бункера як під дією сил гравітації (самопливом) так і примусово, за допомогою транспортуючого газу або шнека.

Рисунок 2 - Схема плазмового наплавлення з використанням порошкових матеріалів
1 - джерело живлення дуги, 2 – плазмоутворюючий газ, 3 - холодна вода, 4 - порошковий живильник (бункер).
Переваги плазмового методу відновлення деталей:
- плазмове наплавлення внаслідок малого проплавлення поверхні виробу дозволяє одержати заданий склад металу у першому шарі, завдяки чому у два - три рази (у порівнянні з дуговим наплавленням під шаром флюсу) знижуються витрати наплавочних матеріалів і значно скорочуються трудові витрати;
- завдяки локальному тепловому впливу на основний метал при плазмовому наплавленні залишкові напруги розтягання в наплавленому шарі значно менші, ніж при електродуговому наплавленні, це підвищує стійкість наплавленого металу проти розтріскування при різких теплозмінах;
- плазмове наплавлення характеризується гарним формуванням наплавленого валика, що дозволяє призначати малі припуски на механічну обробку;
- висока температура плазмового потоку дозволяє розплавляти і наносити будь-які матеріали, навіть самі тугоплавкі;
- потік плазми дає можливість одержувати сплави різні за властивостями або наносити багатошарові покриття з різних сплавів. Це відкриває можливість одержувати наплавлений метал з будь-якими заданими властивостями;
- можливості цього способу не обмежені формою і розмірами оброблюваного виробу;
- плазмова дуга - найбільш гнучке джерело нагрівання, що дозволяє в широкому діапазоні регулювати його енергетичні і теплові характеристики;
- завдяки високій кінетичній енергії часток у плазмовому струменю можливо одержання більш щільного і однорідного покриття, чим при інших способах наплавлення;
- забезпечується можливість рівномірного нанесення покриттів на деталі складної форми і практично будь-якої товщини;
- плазмове наплавлення має високу продуктивність процесу;
- застосування безкисневих газів (аргон, азот, водень, гелій) і їхніх сумішей зменшує здатність до окислення відновленого шару.
Економічна ефективність плазмового наплавлення визначається:
- підвищенням надійності та довговічності продукції, що випускається, мінімум у два рази;
- скороченням витрат на виготовлення запасних частин;
- збільшенням випуску продукції на існуючому устаткуванні, в наслідок зменшення простоїв для заміни зношених деталей і аварійних ремонтів устаткування.
Плазмове наплавлення з подачею присадочного дроту можливе в наступних варіантах. При дузі прямої дії - вона горить між електродом, що не плавиться, і поверхнею що відновлюється, а дріт електрично нейтральний (рис. 3,а).
При дузі непрямої дії - вона горить між електродом і струмоведучим присадочним дротом. Деталь що відновлюється электрично нейтральна, (рис. 3,б).
Комбінований спосіб - горять дві дуги: між електродом, що не плавиться, і виробом і між електродом, що не плавиться, і струмоведучим присадочним дротом (рис.3,в).
Дугою прямої дії з присадочним дротом що нагрівається від окремого джерела струму (рис. 3,г).
Плазмове наплавлення двома дротами, що плавляться, підключеними послідовно до джерела змінного струму, за допомогою якого вони нагріваються до відповідних температур і подаються у хвостову частину зварювальної ванни, утвореною стисненою дугою прямої дії (рис. 3,д).
Плазмове наплавлення електродом, що плавиться (рис. 3,е). У цьому способі сполучені два типи наплавлення: стисненою дугою і електродом, що плавиться, у середовищі інертного газу. Стиснена дуга живиться від джерела постійного струму з падаючою зовнішньою характеристикою і утворюється між електродом, що не плавиться, і деталлю. Наплавочний дріт, що живиться від окремого джерела струму із твердою характеристикою, подається у зварювальну ванну через стиснену дугу.
а |
б |
в | |||
г |
д |
е |



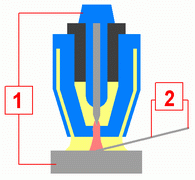


Рисунок 3 - Варіанти плазмового наплавлення з подачею дроту для наплавлення
Найбільше поширення одержала третя схема (рис. 3,в) з комбінованим підключенням плазмотрона до джерела живлення. У цьому випадку між вольфрамовим електродом і соплом анода запалюється допоміжна стиснена дуга непрямої дії, що володіє електропровідністю і утворює при зіткненні зі струмоведучою оброблюваною деталлю стиснену дугу прямої дії. Третя схема застосовується при зварюванні, наплавленні та різанні металів.
ККД при нагріванні стисненою дугою прямої дії становить 30 - 75%, непрямої дії - 10 - 50%.
Техніка виконання наплавлення плазмовим струменем із струмоведучим дротом для наплавлення, як і будь-якого автоматичного процесу наплавлення, відносно проста, але потребує від зварника уважного й послідовного виконання всіх необхідних операцій.
Перед початком наплавлення необхідно ретельно перевірити стан поверхні та при необхідності зробити додаткове зачищення забруднених місць. Потім виконується настроювання автомата: установлюється відстань від торця сопла каналу до електродного дроту 3 - 20мм (звичайно - 5-8мм,), відстань від торця електродного дроту до виробу 0-15мм (звичайно 2 - 3мм). У випадку наплавлення з поперечними коливаннями плазмотрону щодо осі переміщення джерела теплоти автомата вона встановлюється таким чином, щоб центр шва перебував посередині між крайніми положеннями голівки. На коливальному механізмі встановлюються необхідні амплітуда і частота коливань.
Процес роботи на автоматі для плазмового наплавлення зводиться до наступного. Спочатку включається подача води для охолодження плазмової голівки. Витрата холодної води становить приблизно 1-3 л/хв і визначається по вільному витіканню струменя зі зливального шланга. Без включення подачі води в жодному разі не можна збуджувати дугу, тому що при цьому плазмова голівка може відразу ж вийти з ладу. Потім включається подача плазмоутворюючого і захисного газу. Для визначення витрати плазмоутворюючого газу (становить 0,5-12 л/хв) бажано використовувати ротаметр РС-3. Витрату захисного газу (становить 5-20 л/хв) краще визначати по ротаметру типу РС-5. Після встановлення по ротаметрах необхідної витрати газу включається джерело живлення (зварювальний генератор). Попередньо за допомогою баластових реостатів, установлених у ланцюг допоміжної й основної дуг, установлюються необхідні величини сили струму. Потім збуджується дуга: електрод, що не плавиться - сопло - канал. Збудження дуги бажано здійснити за допомогою осцилятора. Для цієї мети можна також користуватися спеціальною запальничкою, що складається із графітового стрижня, укріпленого на ручці-ізоляторі. З виходом плазмового струменя із сопла-каналу голівка якийсь час працює на холостому ходу до стійкого горіння дуги. Стійкість горіння дуги електрод - сопло - канал дуже сильно залежить від того чи правильно підготовлений і встановлений електрод. Електрод, що не плавиться, повинен бути заточений на конус. Заточений кінець електрода повинен розташовуватись на рівні входу в канал - сопло. При цьому дуже важливо, щоб електрод був розташований точно по центру каналу.
Після того як забезпечується стійкість горіння дуги, включається подача дроту для наплавлення і автоматично збуджується друга дуга - між електродним дротом та електродом, що не плавиться. Із цього моменту починається плавлення електродного металу і надходження його на поверхню деталі. Коли на деталь надходять перші краплі розплавленого електродного металу, утвориться зварювальна ванна і починається розтікання металу ванни по поверхні виробу. У цей момент включається переміщення автомата. Кут нахилу плазмотрону до деталі, якщо буде потреба, змінюється таким чином, щоб потік плазмового струменя та капель розплавленого металу був спрямований по нормалі до поверхні ванни.
При наплавленні коливальний механізм найкраще включати при нерухомому автоматі, після утворення рідкої ванни на поверхні деталі.
Процес наплавлення здійснюється так, щоб краплі розплавленого металу надходили тільки в ванну, що переміщається по поверхні деталі, на відстані 2 - 3 мм від її головної частини.
Вимикання процесу наплавлення здійснюється звичайним способом: зупиняється автомат або припиняється переміщення виробу з одночасним вимиканням подачі дроту.
При наплавленні з поперечними коливаннями наплавлений валик має плавний перехід до основного металу, що дозволяє успішно сплавляти валики між собою та з металом деталі при необхідності одержання широкого шару наплавлення.
Амплітуда коливань встановлюється залежно від необхідної ширини валика наплавленого металу та може перебувати в межах 10 – 50 мм. Залежно від амплітуди коливань і габаритів деталі вибираються інші параметри режиму наплавлення: зварювальний струм, відстань від торця дроту до поверхні деталі, витрата захисного газу, швидкість подачі дроту, частота коливань плазмотрону.
Частоту коливань варто вибирати так, щоб краплі металу дроту попадали тільки в рідку ванну, та щоб валик по ширині не розривався на окремі частини. Дослідження показують, що найбільш оптимальною є частота в межах 20–40хв-1 (із збільшенням струму між електродом і дротом для наплавлення частота коливань збільшується).
Параметри режиму плазмового наплавлення. Якість наплавленого металу залежить від численних параметрів:
- сили струму стисненої дуги прямої й непрямої дії (електрод-деталь);
- сили струму стисненої дуги (електрод-дріт);
- сили струму чергової дуги;
- напруги дуги;
- витрати плазмоутворюючого газу та захисного газу;
- швидкості наплавлення;
- діаметра каналу сопла;
- довжини каналу сопла;
- діаметра електрода;
- поглиблення електрода в канал сопла;
- відстані від торця сопла плазмотрона до деталі;
- відстані від торця сопла до струмоведучого дроту;
- відстані від струмоведучого дроту до деталі;
- діаметра присадочного дроту;
- швидкості подачі присадочного дроту;
- гранулометричного складу порошку;
- товщини шару порошку;
- амплітуди коливань плазмотрона;
- частоти коливань плазмотрона;
- величини перекриття попереднього валика;
- величини зміщення осі плазмотрона із зеніту.
Якість і властивості наплавленого металу залежать також від чистоти поверхні виробу, роду плазмообразуючого та захисного газу, хімічного складу присадочного металу, роду струму, полярності й т.д. Параметри режимів плазмового наплавлення на установці УД - 417 наведені в додатку В.
Вплив зварювального струму. Підвищення величини зварювального струму приводить до збільшення нагрівання поверхні основного металу. Надмірне збільшення струму приводить до проплавлення основного металу при наплавленні легкоплавких металів і до збільшення проплавлення основного металу і ступеня перемішування основного і наплавленого металу.
При плазмовому наплавленні здійснюється процес самозагартовування (охолодження з рідкого стану на відкритому повітрі). Завдяки цьому стає можливим одержання досить високої твердості (60 – 65HRCэ) наплавленого шару при використанні низьколегованих матеріалів на основі заліза (рис. 4,а). Однак при високій швидкості кристалізації в наплавленому шарі накопичуються внутрішні напруження, які приводять до появи тріщин (рис. 4,б). Тому після наплавлення деталь рекомендується поміщати для охолодження в піч або пісок. Також можливе застосування спеціальних кожухів з матеріалів з низькою теплопровідністю.
При малій величині зварювального струму не відбувається досить міцного сплавлення присадочного матеріалу з основою. Як результат у наплавленому шарі і на границі сплавлення можна виявити частки нерозплавленого порошку (рис. 4,в). Це приводить до відшаровування наплавленого шару в процесі експлуатації відновлених деталей.




а) б) в)
Рисунок4-Зона сплавлення основного й присадного матеріалів залежно від величини зварювального струму:
а) оптимальне значення величини зварювального струму; б) підвищене значення величини зварювального струму; в) низьке значення величини зварювального струму.
Вплив швидкості подачі дроту.Швидкість подачі дроту значно впливає на характер переносу металу у зварювальну ванну. Так як дуговий розряд горить незалежно від виробу, то із збільшенням швидкості подачі дроту характер переносу металу легко регулюється від мілкокрапельного до крупнокрапельного. Це викликано тим, що хоча теплова потужність джерела живлення не міняється, але за рахунок зменшення напруги величина струму різко зростає, що приводить до зменшення розміру краплі розплавленого присадочного металу та збільшенню частоти їхнього переносу. При наплавленні бажано, щоб характер переносу був крупнокрапельний.
Вплив витрати газу: захисного та для утворення плазми. Стабільність процесу наплавлення і якість наплавленого шару в значній мірі залежать від витрати захисного газу та газу що утворює плазму. Надмірна витрата газу приводить до видування рідкого металу з ванни. Потік захисного газу повинен витікати із сопла ламінарно і надійно захищати краплі розплавленого металу та всю рідку ванну від зіткнення з повітрям.
Вплив відстані від струмоведучого дроту до поверхні деталі.Відстань від дроту до поверхні деталі значно впливає на ефективну теплову потужність джерела нагрівання: зі зменшенням цієї відстані ефективна теплова потужність, а отже, нагрів поверхні основного металу та перехід елементів основного металу в наплавлений метал збільшується. Крім того, при надмірному зменшенні відстані від дроту до поверхні деталі погіршиться газовий захист через утворення високої турбулентності потоку в результаті підсмоктування повітря. Надмірне збільшення відстані (більше 25 мм) приводить до різкого погіршення газового захисту і, як наслідок, виникненню дефектів в металі наплавлення. Найбільш оптимальним, як показали дослідження, є відстань 8 - 17 мм.
Вибір швидкості наплавлення. Швидкість наплавлення визначається режимом наплавлення, кутом нахилу плазмотрона до поверхні деталі, відставні від торця дроту до поверхні основного металу, якістю підготовки поверхні металу деталі. Оптимальною можна вважати таку швидкість наплавлення, при якій краплі перегрітого рідкого металу дроту, попадають у ванну рідкого металу на відстань 2 - 3 мм від головної частини ванни. При зменшенні швидкості наплавлення збільшується нагрівання поверхні металу деталі та тривалість контактування твердої й рідкої фаз, що приводить до збільшення змісту домішок металу деталі в наплавленому шарі. Занадто велика швидкість веде до порушення формування поверхні та до нерівномірного по товщині наплавленого шару.
Вплив напруги холостого ходу.Напруга холостого ходу джерела живлення дуги впливає на стійкість процесу наплавлення. Дослідження показали, що процес наплавлення протікає стійко при напрузі холостого ходу джерела живлення дуги (плазми) не нижче 70 В. Ця вимога задовольняється стандартними джерелами живлення постійного струму.
Вплив діаметру деталі.Діаметр деталі багато в чому впливає на якість відновлюваного металу та зварного з'єднання. Із збільшенням діаметру деталі зварювальний струм варто збільшувати, і навпаки.
Вибір діаметра дроту для наплавлення.Діаметр струмоведучого дроту в принципі може бути різний. При необхідності одержання малої товщини металу наплавлення та при наплавленні на деталь малого діаметру (до 2-3 мм) доцільніше застосовувати дріт діаметром 1,0-1,6 мм. В інших випадках доцільніше застосовувати дріт діаметром 2 - 5 мм. Із збільшенням діаметра дроту можна забезпечити крупнокрапельний перенос металу, а отже, і менший перегрів металу деталі при більш високих значеннях зварювального струму. Крім того, із збільшенням діаметра дроту підвищується ККД процесу наплавлення, тому що більш повно використовується тепло плазмової дуги, збільшується швидкість наплавлення, підвищується коефіцієнт розплавлення, ефективність процесу наплавлення підвищується.
При наплавленні двома струмоведучими дротами бажано, щоб їхні діаметри були однаковими. Хоча можливо застосування дротів різних діаметрів.
При плазмовому наплавленні порошком велике значення має розмір зерна порошку, особливо у випадку наплавлення із вдмухуванням порошку в дугу. Занадто крупні зерна порошку можуть недостатньо проплавлятися в плазмовому струмені і попадають на деталь у твердому стані. Дрібні зерна злипаються і можуть забивати шланги пальника або навіть спікатися між собою в соплі пальника. Тому для плазмового наплавлення із вдмухуванням порошку в дугу найбільше доцільно застосовувати зерна розміром 0,07-0, 1мм.
У випадку наплавлення по шару порошку застосовується грубозернистий порошок розміром 0,5-2,5 мм. Застосування в цьому випадку дрібнозернистого порошку недоцільно, тому що його може здути з поверхні полум'ям дуги або струменем захисного газу, і щоб уникнути цього на поверхні виробу доводиться попередньо наносити речовину яка утримувала б порошок на поверхні деталі.
Електроди. Для забезпечення стабільного протікання процесу наплавлення плазмовим струменем необхідно використовувати електроди, що не плавляться, з матеріалу, що здатний без руйнування витримувати нагрівання до високої температури. Такій вимозі найкраще відповідають електроди із чистого вольфраму або із присадками торія (Th) або лантану (La).
Вольфрам має наступні фізичні властивості: tпл= 3650 К, tкип=5973 K.
Для наплавлення на постійному струмі зворотної полярності застосовують мідні електроди, які охолоджуються водою. Вони забезпечують більший ресурс роботи, чим вольфрамові електроди, особливо при підвищеній щільності струму.
Характеристика використовуваних способів та устаткування. У якості присадочного матеріалу при плазмовому наплавленні застосовують порошки, дроти й плющенки.
Для одержання поверхневого наплавленого шару з досить високою якістю найчастіше застосовують порошкові матеріали, наплавлення якими може здійснюватися декількома способами. Найпростішим з них є спосіб наплавлення по шарі грубозернистого порошку (крупки). У цьому випадку порошок заздалегідь насипається на поверхню деталі, а плазмова дуга, що горить між електродом і деталлю, розплавляє його.
Для плазмових металопокриттів рекомендують порошки з розміром часток 40 - 200мкм (ПГ - СР2, ПГ - СР3, ПГ - СР4, СНГН - 50, СНГН - 55, ВСНГН - 80 й ін.), порошкові дроти (ПП - АН122, ПП - АН133 - П, ПП - АН125, ПП - АН170 й ін.) діаметром 2,6 - 3,2 мм.
При наплавленні з подачею порошку у зварювальну ванну дуга горить між електродом та деталлю. При цьому утворюється ванна основного металу, куди подається порошок тугоплавкого металу. Спосіб цей застосовується тоді, коли необхідно, щоб в метал деталі були вкраплені частки тугоплавких матеріалів, що приводить до збільшення зносостійкості.
У таблиці (додаток А) представлено матеріали вітчизняних виробників, які використовуються для наплавлення.
Наплавлення із вдмухуванням порошку в дугу передбачає його подачу в плазмовий струмінь, плавлення в цьому струмені і перенос на підігріту та оплавлену дугою прямої дії поверхню деталі.
Плазмове наплавлення із застосуванням у якості матеріалу для на плавки порошкових сплавів, завдяки мінімальному проплавленню металу деталі, забезпечує одержання відновлених деталей з високими фізико-механічними властивостями.
Призначення установки УД417.УХЛ4. Установка УД417.УХЛ4 призначена для плазмового наплавлення зовнішніх циліндричних поверхонь зносостійкими сплавами з використанням у якості матеріалу для наплавлення порошкових дротів і плющенок. Установка застосовується для відновлення зношених поверхонь деталей, що працюють в умовах абразивного зношування.
Установка виготовлена в кліматичному виконанні УХЛ категорії 4 за ДСТ 15150. Технічні дані установки наведені в таблиці (додаток Б).
Установка обслуговується одним оператором.
Верстат для наплавлення у складі установки може працювати в налагоджувальному та напівавтоматичному режимах. Налагоджувальний режим служить для перевірки роботи окремих механізмів верстата від кнопок пульта керування.
Основним у складі установки, що здійснює процес наплавлення деталей у настроєному циклі, є верстат УД417.
Плазменно-дугове наплавлення забезпечує наступні види робіт по наплавленню: наплавлення циліндричних деталей по спіралі; наплавлення циліндричних деталей з коливанням електрода по ширині поверхні деталі (не більше 25 мм).
Керування налагоджувальними роботами виконується з пульта керування, розміщеного на станині верстата.
Пристрій і робота установки. Верстат для наплавлення УД417 (рис. 5) складається зі станини 1, каретки 13, пристрою для обертання деталі 3, плазмотрона 10, приводу подачі електрода 9, приводу коливального 7, коректора 8, мундштука 4, механізму притискного 5, пульта керування 2, пинолі 11, плазмотрона - 6 і панелі охолодження води - 12.

Рисунок 5 - Загальний вид установки УД 417
1- станина; 2- пульт керування; 3- пристрій для обертання деталі; 4- мундштук; 5- притискний механізм; 6- плазмотрон; 7- коливальний привід; 8 - коректор; 9 - привід; 10 - наплавочна голівка; 11 - піноль; 12 - панель охолодження води; 13 - каретка.
Станина 1 являє собою зварну конструкцію зі швелерів, кутників та листової сталі. На станині встановлені всі вузли і механізми.
Каретка 13 встановлена на станині верстата і являє собою плиту, на якій закріплені ролики, верхні - на нерухомих осях і нижні, що мають пристрій, який підтискає їх до напрямних станини. На корпусі каретки кріпляться механізм підйому наплавлювальної голівки, а також кінцеві вимикачі механізму підйому й переміщення каретки.
Пристрій для обертання деталі 3 установлений на станині верстата і являє собою зварний корпус, у якому закріплені підшипникові вузли з валами. Він призначений для обертання деталі, а також для синхронного переміщення каретки за допомогою ходового гвинта при деяких видах наплавлення. Приєднувальний фланець шпинделя пристрою для обертання деталі призначений для установки токарного патрону або перехідної плити для різних оправок.
Привід пристрою для обертання деталі здійснюється через клиноремінну передачу. Голівка наплавочна 10 установлена на коректорі 3. До складу наплавлювальної голівки входить плазмотрон.
Плазмотрон забезпечує високотемпературну газо-дугову плазму для розплавлювання присадочного матеріалу (порошкових дротів і плющенок) на поверхню деталі.
Пальник містить робочі елементи: вольфрамовий електрод і два сопла: утворюючого плазму і захисне.
Сопло яке утворює плазмовий струмінь забезпечує горіння дуги.
Зовнішнє сопло формує захисну, кільцеву зону наплавлення.
Під час роботи плазмотрон повинен інтенсивно охолоджуватися роздільними потоками холодної води для:
- охолодження електродотримача;
- охолодження корпуса плазмотрона й внутрішнього сопла;
- охолодження зовнішнього сопла.
Шланги, що підводять воду до електродотримача і корпуса плазмотрона, одночасно використовують також для підведення зварювального струму, для чого усередині шлангів є мідні багатожильні проводи, припаяні до наконечників.
У плазмотроні запалюються дві дуги, тому розрізняють шланги підведення води і зварювального струму для харчування основної і непрямої дуги. Шланги підведення води і зварювального струму відповідно позначених СТРУМ ОСНОВНИЙ та СТРУМ НЕПРЯМИЙ.
Плазмотрон працює в такий спосіб. Установлюється відстань між пальником і деталлю в межах 6-12 мм.
Запалювання дуги виробляється за допомогою осцилятора. У пальнику одночасно збуджуються дві дуги:
- непряма (електрод - внутрішнє сопло);
- пряма (електрод - деталь).
У якості джерела живлення прямої та непрямої дуг використовується зварювальний випрямляч ВДУ - 506. Регулювання струму в дугах здійснюється баластовими реостатами.
Газ для утворення плазми, що надходить у внутрішнє сопло, стабілізує і стискає дуги, у результаті чого різко підвищується температура і тепломісткість дугової плазми. Плазмовий струмінь плавить стрічковий електрод, що подається в зону дуги, і переносить продукти розплаву, електроду на оплавлену основною дугою поверхню деталі. Регулюючи силу струму обох дуг, можна регулювати кількість тепла, що витрачається на плавлення електрода, нагрівання й оплавлення основного металу.
Згоряння вольфрамового електрода компенсується його опусканням у корпусі пальника. Опускання електрода здійснюється обертанням гайки з накаткою, розміщеною у верхній частині корпуса пальника.
Коректор дозволяє робити установку пальника по вертикалі, а також під кутом до деталі.
Коректор 8 (рис. 5) з пальником укріплений безпосередньо на корпусі приводу подачі електродного матеріалу.
Привід подачі 9 закріплений через кронштейн, консольно на валу приводу коливального механізму 7 і служить для подачі присадочного дроту через мундштук 4 у зону наплавлення. Привід складається з редуктора з електродвигуном постійного струму, оснащеного механізмом подачі, із притискними, підпружиненими роликами, а також мундштуком для електрода. Через кронштейн до корпуса приводу кріпляться ротаметри.
Коливальний привід закріплений кронштейном на коректорі механізму підйому і забезпечує коливання приводу подачі з пальником. Складається з редуктора, електродвигуна постійного струму і механізму коливань, на якому закріплений пристрій запалювання дуги.
Пиноль 2 консольно закріплена на станині верстата і призначена для підтискування деталі. Пиноль переміщається вручну і закріплюється гвинтовим притиском у необхідному положенні. Пиноль має тепловий компенсатор.
Пульт керування 2 (рис. 5) виконаний у вигляді панелі (рис. 6) і встановлений на станині верстата.

Рисунок 6 - Пульт керування установки УД417
1 – амперметр; 2 – вольтметр (швидкість обертання деталі); 3 – вольтметр (напруга зварювальної дуги); 4 – лампа «ПОЧАТОК НАПЛАВЛЕННЯ»; 5 – лампа «НАПРУГА ПОДАНА»; 6 – лампа «ВОДИ немає»; 7 – резистор (регулювання величини зварювального струму); 8 – перемикач «ПОДАЧА ВОДИ»; 9 – кнопка «ГАЗ»; 10 – резистор регулювання швидкості переміщення каретки; 11 – кнопка включення приводу механізму коливання плазмотрона; 12 – резистор регулювання частоти коливань плазмотрона; 13 – кнопка «КАРЕТКА ВКЛЮЧЕНА»; 14 – кнопка «ЗВАРЮВАЛЬНА ГОЛІВКА НАГОРУ»; 15 – кнопка «ЗВАРЮВАЛЬНА ГОЛІВКА ВНИЗ»; 16 – перемикач «РЕЖИМ РОБОТИ»; 17 – перемикач «КАРЕТКА ВЛІВО – ВПРАВО»; 18 – кнопка «ЕЛЕКТРОД НАГОРУ»; 19 – кнопка «ЕЛЕКТРОД УНИЗ»; 20 – перемикач – резистор регулювання швидкості подачі дроту; 21 – кнопка «ВКЛЮЧЕННЯ СХЕМИ»; 22 – кнопка «ПУСК ЗВАРЮВАННЯ»; 23 – кнопка «СТоП ЗВАРЮВАННЯ»; 24 – кнопка «СТоП АВАРІЙНИЙ».
Наплавлення з коливаннями рекомендується застосовувати для деталей діаметром не менш 35 мм і шириною зношеної поверхні до 40 мм (шийки, посадочні місця).
Останнім часом є велика різноманітність технологій обробки деталей заснованих на принципі нанесення покриттів із застосуванням плазмового нагріву. Це плазмово-дугове наплавлення, фінішне плазмове зміцнення, плазмове напилення, плазмова модифікація, швидкісне плазмове наплавлення, високочастотне плазмове напилення. Така різноманітність дозволяє розробляти технологічні процеси відновлення деталей, які б забезпечували виконання різних вимог технічних умов які пред'являються до деталей.
Контрольні питання:
Вуглекислий газ – активний газ?
З чого складається механізм подачі електродного дроту?
Яке охолодження використовується у пальника при зварюванні на великих струмах?
Яким пристроєм визначають витрати газу під час напівавтоматичного зварювання?
Яким способом напівавтоматом зварюють тонкий метал у вертикальному положенні?
Як інакше називають гнучкі напрямні шланги для подачі зварювального дроту, захисного газу та струму до пальника?
Які бувають осушувачі газу?
Для дугового автоматичного та механізованого зварювання в якості зварювальних матеріалів використовують:
Автоматичне зварювання під флюсом найчастіше використовують для зварювання:
Захисні гази використовують для:
Зі збільшенням зварювального струму глибина провару:
Які бувають витратоміри газу?
Назвати марку вольфрамового електроду
Позначення зварювання в інертних газах неплавким електродом без присадки:
Плавлені флюси бувають:
Дайте визначення твердості метала:
З перелічуваних марок сталей знайдіть вуглецеву конструкційну сталь
Які є різновиди сталей за якістю?
Як проявляється термічна дія струму на організм людини?
Який зварювальний струм вважається смертельним?
Немає коментарів:
Дописати коментар