Наплавлення під шаром флюсу та в середовищі вуглекислого газу
Наплавлення під шаром флюсу полягає у тому, що між електродним дротом і деталлю, з'єднаними із полюсами джерела живлення, виникає електрична дуга. У зону її горіння (рис. 2) безперервно надходить гранульований флюс. Під дією високої температури дуги (6000—7500 °С) флюс частково розплавляється і утворює на поверхні розплавленого металу оболонку, яка захищає зону наплавлення від зовнішнього середовища, запобігає розбризкуванню металу, утворенню порів, вигорянню вуглецю і легуючих елементів. Після охолодження металу розплавлений флюс твердіє, утворюючи на поверхні наплавленого валика шлакову кірку, яку видаляють.

Рис.2. Схема наплавлення під шаром флюсу:
1 — джерело живлення електричної дуги; 2 — пристрій Для подачі флюсу; 3 — захисна оболонка; 4 — мундштук; 5 — електродний дріт; 6 —електрична дуга; 7 —шлакова кірка; 8 —наплавлений шар; 9 — деталь; 10 — підведення струму до деталі
Обладнання для наплавлення під шаром флюсу має зварювальну головку, джерело живлення і токарний або спеціальний верстат. Для механізованого наплавлення застосовують автомати (головки) А-580М, А-874Н, ОКС-1252М тощо, для напівавтоматичного зварювання — шлангові напівавтомати ПШ-54, ПДШМ-500.
На спеціалізованих ремонтних підприємствах використовують спеціальні установки, наприклад для наплавлення бігових доріжок ланок гусениць, опорних котків і натяжних коліс (ОКС-11200, ОКС-11235), валів та інших деталей, які мають форму тіл обертання (СН-2, УД-209) тощо.
Джерелом живлення є зварювальні агрегати типу ПС-300 і ПСГ-500 та випрямлячі типу ВС-300 і ВДУ-504 з падаючою характеристикою.
Наплавлення переважно ведуть на постійному струмі зворот- | ної полярності, що дозволяє підтримувати високу стабільність процесу і раціонально використовувати температуру електричної дуги,»! тобто більше тепла підводити до електричного дроту і менше до деталі.
Фізико-механічні властивості наплавленого поверхневого шару деталі можуть змінюватися у достатньо широких межах, залежно 'від марки електродного дроту, флюсу і режимів наплавлення.
Для наплавлення під шаром флюсу застосовують стальний зварювальний дріт діаметром 1—3 мм типу Св і Нп без захисного покриття. Марку дроту вибирають залежно від хімічного складу ма- і теріалу наплавлюваної деталі. Наприклад, для наплавлення деталей з маловуглецевих сталей рекомендується застосовувати низьковуглецеві дроти Св-08, Св-08А, Св-08ГА, Св-08ГС тощо. Для одержання стійких покриттів використовують дроти з вуглецевих і легованих сталей: Нп-40, Нп-65Г, Нп-ЗОХГСА, Нп-40Х13 та ін.
Флюси, які застосовуються під час наплавлення, за способом виготовлення поділяються на два основних види: плавлені і кер£ мічні.
Плавлені флюси виготовляють сплавленням компонентів, післі чого одержану масу подрібнюють і розмелюють (гранулюють). Зі лежно від розміру гранул розрізняють дрібнозернисті (0,4—2,5 му і крупнозернисті (1,6—4,0 мм) флюси. До складу плавлених фл( сів входять шлакоутворювальні, газоутворювал-ьні та іонізуючі речовини, а також розкислювачі, які захищають метал від окислення і сприяють формуванню наплавленого валика, розкислюють розплавлений метал, стабілізують горіння дуги. Але такі флюси не надають високої твердості наплавленому шару, оскільки не містять легуючих елементів. Для відновлення деталей сільськогосподарської техніки найчастіше застосовують плавлені флюси АН-348А, АН-60 і ОСЦ-45, які у поєднанні з електродним дротом, що має легуючі добавки, дозволяють одержати наплавлений шар без пор і тріщин твердістю до НКС 45.
Керамічні флюси, крім стабілізуючих і шлакоутворюючих компонентів, містять ще й легуючі елементи (феротитан, ферохром тощо), які при наплавленні маловуглецевим дротом Св-08 дозволяють одержати наплавлений шар високої міцності і стійкості проти зношування. Температура плавлення феросплавів у 1,5— 2 рази вища, ніж решти компонентів, тому керамічні флюси не можна виготовити за допомогою сплавлення. У цьому випадку всі компоненти флюсу подрібнюють, просіюють і змішують у заданих співвідношеннях, додаючи рідке скло. Одержану масу гранулюють, висушують і прокалюють при температурі 300—400 °С протягом 2 год.
У ремонтному виробництві застосовують керамічні флюси АНК-18 і АНК-19.
Потрібні властивості (твердість, стійкість проти зношування) наплавленого шару одержують, поєднуючи різні флюси і електродний дріт.
У випадку відсутності необхідних керамічних флюсів можна приготувати суміші, додаючи у плавлений флюс, наприклад А-348А, чавунну стружку (до 40 %), графіт (4—6 %) або феросплави (до 20 % ферохрому). Застосування таких флюсів-сумішей дозволяє одержати наплавлений шар однорідного хімічного складу, високої твердості і стійкості проти зношування.
Якість наплавленого металу суттєво залежить від режимів процесу, які вибирають з урахуванням товщини наплавлюваного шару і форми деталі. Наплавлення під шаром флюсу ведуть при напрузі 26—36 В і щільності струму до 50—100 А/мм2 перерізу електродного дроту.
Наплавлення під шаром флюсу має ряд переваг: продуктивність у 5—10 разів вища порівняно з ручним наплавленням, широкі можливості одержання потрібних механічних властивостей наплавленого шару, економна витрата електроенергії і електродного дроту, поліпшені умови праці зварювальника (закрита дуга).
До недоліків слід віднести: складність утримання флюсу на поверхні деталей діаметром менше 50 мм, необхідність відокремлення шлакової кірки, швидке й глибоке прогрівання, яке призводить до зміни фізико-механічних властивостей і деформації деталі.
Наплавлення під шаром флюсу доцільно застосовувати при відновленні деталей, які мають відносно великий знос (понад 2 мм).
Наплавлення у середовищі захисних газів. Розплавлений метал можна захищати від дії кисню і азоту повітря струменем газу, який витискає повітря із зони горіння електричної дуги.
При зварюванні і наплавленні застосовують такі захисні гази, як аргон; гелій (для всіх металів), азот (для міді та її сплавів), вуглекислий газ, водяну пару (для сталі і чавуну).
У ремонтному виробництві використовують зварювання і наплавлення у середовищі вуглекислого газу, які забезпечують високу якість при низькій собівартості відновлення деталей (рис. 3).
Електродний дріт безперервно подається у зону наплавлення. Струм до дроту підводиться через наконечник, розміщений всередині мундштука. Під дією високої температури електричної дуги гїа поверхні деталі утворюється рідка ванна, в якій перемішуються метали електроду і деталі. У зону наплавлення через сопло пальника надходить вуглекислий газ, який захищає рідкий метал від контакту з киснем повітря.
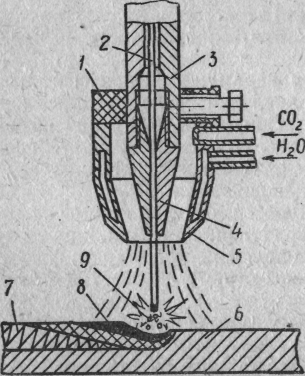
Рис. 3. Схема наплавлення у середовищі вуглекислого газу:
1 — мундштук; 2 — електродний дріт, 3 — мундштук; 4 — наконечник, 5 — сопло, 6 — деталь; 7 — наплавлений шар; 8 — зварювальна ванна рідкого металу; 9 — електрична дуга
З одного боку вуглекислий газ захищає метал від навколишнього середовища, з іншого — розкладається при високій температурі дуги і окислює розплавлений метал:
2СО2 ![]() 2СО + О2
2СО + О2
Під час наплавлення високовуглецевої сталі окислення відбувається від взаємодії вуглекислого газу і кисню із залізом:
Fe + CO2 FeO + CO
2Fe + O2 2FeO
Ці процеси супроводжуються інтенсивним вигоранням вуглецю, легуючих елементів, появою пор у наплавленому шарі. Для усунення цього рекомендується застосовувати електродний дріт, що містить кремній і марганець, за допомогою яких відбувається розкислення наплавленого металу і видалення окислів із зварювальної ванни:
2FeO +Si = 2Fe +SiO2
FeO + Mn = Fe + MnO
Для наплавлення у середовищі вуглекислого газу застосовують наплавлювальні головки (АБC, А-384, А-580 тощо), джерела живлення (ВС-200, ВСУ-300, ПСГ-300, ПСГ-500 тощо), підігрівач та осушувач газу, редуктор-витратомір (ДРЗ- 1-5-7) або ротаметри (РС-3, РК.С-65). До комплекту газової апаратури входить балон з вуглекислим газом (тиск 7,5 МПа), який містить 25 кг вуглекислоти.
Наплавлення у середовищі вуглекислого газу виконують на постійному струмі зворотної полярності. Марку електродного дроту вибирають залежно від матеріалу відновлюваної деталі і потрібних фізико-механічних властивостей наплавлюваного металу. Для наплавлення середньовуглецевих сталей застосовують дроти Св-0,8ГС, Св-08Г2С, Нп-ЗОХГСА діаметром 0,5—2,5 мм, які дозволяють одержати твердість наплавленого шару НВ 220 — 290. Щоб одержати більш високу твердість, необхідно провести цементацію, гартування СВЧ або використати порошкові дроти.
На якість наплавленого шару поряд з матеріалом електродного дроту впливають також режими наплавлення.
Сила струму наплавлення визначається напругою на дузі, швидкістю подачі і діаметром електродного дроту (площею поперечного перерізу електроду). Швидкість подачі дроту встановлюють з таким розрахунком, щоб у процесі наплавлення не було короткого замикання і обриву дуги. Швидкість наплавлення встановлюють залеж-но від товщини і якості формування наплавлюваного шару.
Витрата вуглекислого газу залежить, в основному, від величини зварювального струму. Для нормального захисту зони наплавлення від повітря необхідно витратити близько 600 л вуглекислого газу на годину при зварювальному струмі Ізв = 200 А. Недостатня кількість вуглекислого газу у зоні наплавлення призводить до появи пор у наплавленому шарі.
Виліт електродного дроту суттєво впливає на якість наплавлюваного металу і залежить від діаметра дроту та його питомого електричного опору. При великому вильоті сопло пальника віддаляється від поверхні деталі, захист зони наплавлення погіршується, внаслідок чого з'являються дефекти у наплавленому шарі — електродний дріт перегрівається і перегорає, при малому — сопло закупорюється бризками металу і обгорає.
Наплавлення у середовищі захисних газів має ряд переваг: високу продуктивність (не нижча наплавлення під шаром флюсу); відсутність шлакової кірки; високий ступінь щільності дуги, що сприяє незначним нагріванню деталі і її деформації; можливість наплавлення шару невеликої товщини (0,8—1,5 мм); низьку вартість робіт при використанні активних газів (СО2, водяної пари, сумішей газів).
Наплавлення у середовищі захисних газів застосовують при відновленні деталей складної форми, багатошаровому наплавленні сплавів з високим вмістом домішок, які погіршують відокремлення шлакової кірки, наплавленні дрібних деталей діаметром від 10 мм.
Немає коментарів:
Дописати коментар