Зварювання напівавтоматом . У даній статті зібрана найнеобхідніша інформація про зварку напівавтоматом. Все викладено в доступній формі і розбите на послідовні блоки для кращого засвоєння матеріалу. Для зручності пошуку потрібної інформації скористайтеся навігацією по статті:
Зміст статті
- 1 Теоретична частина:
- 2 Практична частина:
- 3 Зварювальний напівавтомат – коротко про пристрій
- 4 Вибір газу в залежності від зварюваного металу
- 5 Зв’язок товщини металу і діаметра дроту
- 6 Як проводиться зварювання напівавтоматом без газу
- 7 ПРАКТИКА – ВИКОРИСТАННЯ
- 8 Підготовка апарату до роботи – складання / установка дроту
- 9 Налаштування апарату зварювального напівавтомата
- 10 Як проводиться зварювання напівавтоматом
- 11 Вплив швидкості руху пальника на якість шва
- 12 Висновок + ВІДЕО
Теоретична частина:
- Будова апарату напівавтоматичного зварювання
- Вибираємо газ для зварювання напівавтоматом
- Дріт для зварювання напівавтоматом
- Зварка напівавтоматом без газу (флюсовим дротом)
Практична частина:
- Підготовка апарату до роботи – ЗБІРКА | Як заправити дріт в напівавтомат
- Налаштування напівавтомата для зварювання на живому прикладі
- Підготовчий етап і процес зварювання апаратом
- Напрямок та швидкість руху для ідеального зварювального шва
- Висновок + ВІДЕО
Незважаючи на можливість відразу перейти до практичних порад, рекомендуємо ознайомитися з матеріалом повністю. Ви напевно знайдете для себе щось нове або освіжіть колись отримані знання.
Зварювальний напівавтомат – коротко про пристрій
Зварка напівавтоматом передбачає елементарне розуміння будови зварювального апарату. В інверторі передбачено місце для установки котушки з дротом, яка служить аналогом плавкого електрода, а також є механізм автоматичної подачі. Апарат дозволяє самостійно виставити силу струму і швидкість подачі дроту в залежності від виробничої необхідності.
Напівавтомати відрізняються за функціональними можливостями в залежності від призначення. Для початківців зварників кращим вибором стануть надійні і прості в управлінні апарати без надлишків або ж варіанти з синергетичним управлінням, яке істотно полегшить настройку. Досвідченим професіоналам для поточного виробництва підійдуть потужні трифазні напівавтомати.
В незалежності від виду пристрою робоча комплектація залишається стандартною:
- Зварювальний апарат
- Пальник для зварювання напівавтоматом
- Балон з газом і редуктором
- газовий шланг
- Кабель з затискачем заземлення

Звичайно ж, для роботи знадобиться спеціалізований дріт, а також стандартні засоби захисту, обов’язково необхідні для безпеки зварювальника.
Вибір газу в залежності від зварюваного металу
Основна функція захисного газу – ізоляція зварювальної ванни, електрода і дуги від впливу навколишнього повітря. Для того щоб підібрати підходящий газ необхідно враховувати тип матеріалу і його товщину. Залежно від цього вибираються інертні, активні гази або їх суміші. Частіше за інших використовуються СО 2 і аргон. Останній знижує розбризкування металу і сприяє кращій якості зварного шва.
Зверніть увагу на таблицю:
| матеріал | газ |
| конструкційна сталь | СО2 |
| конструкційна сталь | CO2 + Ar |
| Нержавіюча сталь | CO2 + Ar |
| Леговані стали (низьковуглецеві) | CO2 + Ar |
| Алюміній і його сплави | Ar |
КОРИСНА ПОРАДА. При пошуку газу можна зустріти балони різного об’єму. Чим більше обсяг, тим дешевше вийде літр газу. Для рідкісного використання зварювального напівавтомата підійдуть мобільні фасування по 5-10 літрів. В цьому випадку краще всього брати додатковий запас газу, щоб застрахуватися від раптової нестачі.
Зв’язок товщини металу і діаметра дроту
На ринку зварювальних матеріалів знайдеться чимало варіантів дроту для напівавтоматичного зварювання. Важливо запам’ятати правило – склад дроту повинен відповідати складу зварюваного матеріалу. Частіше за інших затребуваний зварювальний дріт СВ08Г2С , який використовується для вуглецевих і низьковуглецевих сталей.

З вибором діаметра допоможе таблиця:
| Товщина металу, мм | Діаметр дроту |
| 1 – 3 | 0,8 |
| 4 – 5 | 1,0 |
| 6 – 8 | 1,2 |
Звичайною фасуванням для дроту є 200 або 300 мм.
ВАЖЛИВО! Діаметр дроту вказується під час налаштування напівавтомата, про яку ми поговоримо в практичній частині даної статті.
Як проводиться зварювання напівавтоматом без газу
Захисний газ вкрай важливий для зварювального процесу. Він забезпечує якісне виконання зварювальних робіт, створюючи захищене середовище. Однак, якщо будете використовувати пристрій досить рідко, то зайве витрачатися і купувати балон просто невигідно. Щоб уникнути зайвих витрат, завжди можна скористатися спеціальним зварювальним дротом – флюсовим або порошковим. Він складається зі сталевої трубки, усередині якої знаходиться флюс. У процесі зварювальних робіт він згоряє, утворюючи в зоні зварювання хмарку захисного газу.

Варто запам’ятати, робота флюсовим дротом повинна виконуватися струмом прямої полярності (на виріб подається плюс) – це обумовлено необхідністю в більшій потужності для плавлення порошкового дроту. Варто звернути увагу на те, що крім явних плюсів використання, є і мінуси: при зварюванні флюсовим дротом зазвичай утворюється хмара диму, що ускладнює візуальний контроль процесу. Її ж не можна застосовувати для стельового шва.
ПРАКТИКА – ВИКОРИСТАННЯ
Як приклад візьмемо інверторний напівавтомат оснащений модулем синергетичного управління, який максимально спростить настройку початківцю зварнику. У комплекті з апаратом вже йде пальник, кабель заземлення та кабель з електротримачем.
Підготовка апарату до роботи – складання / установка дроту
Процес складання (підготовки апарату до роботи) досить простий:
1. Встановлюємо редуктор на балон з газом.

2. З’єднуємо газовий шланг з редуктором на балоні.

3. Підключаємо газовий шланг до напівавтомата.

4. Підключаємо пальник до євророз’єм на лицьовій панелі.

5. Підключаємо кабель маси до мінусової роз’єму.

Установка дроту в зварювальному напівавтоматі виконується наступним чином:
1. Встановлюємо котушку в апарат і фіксуємо положення на осі.

2. Звільняємо дріт на котушці і відкушуємо загнутий кінець бокорезами.
3. Пропускаємо дріт в канавку ролика і простягаємо в направляючу втулку евророз’єму приблизно на 20 сантиметрів.

4. Защолкуємо верхній притискний ролик
5. Виставляємо зусилля притиснення.

6. Знімаємо сопло пальника.
7. Відкручуємо контактний наконечник.

8. Натягуємо пальник по прямій і натискаємо на кнопку подачі.

9. Як тільки з’явиться достатня кількість дроту – накручуємо наконечник і сопло.
10. Необхідно, щоб виліт дроту становив від 5 до 10 мм, для цього необхідно відкусити зайвий дріт.

Ось і все, апарат повністю готовий до роботи. Як бачите, процес не складний, але має кілька важливих нюансів, які варто запам’ятати.
Налаштування апарату зварювального напівавтомата
Для прикладу необхідна не тільки модель апарату, а й певні умови. В ролі матеріалу будуть використовуватися сталеві пластини товщиною 2,5 мм, до яких ідеально підійде дріт діаметром 1 мм і газ – суміш аргону (80%) і вуглекислого газу (20%).
На редукторі встановлюємо витрату газу на 10-12 л / хв – для роботи з даною товщиною металу цього буде достатньо. Витрата захисного газу сильно впливає на якість шва. При недостатній витраті захисного газу можливе утворення пор у шві. Якщо газу надто багато, то виникають завихрення, які також заважають нормальному захисту.
Налаштовуємо параметри нашого апарату. Для апарату з синергетикою це дуже просто:
- Вибираємо на панелі тип зварювання – MIG SYN
- Вибираємо газ – суміш аргону і вуглекислоти
- Вибираємо діаметр зварювального дроту – 0,8 мм
- Вибираємо 2-х тактний режим роботи пальника, тому що не плануємо довгого тривалого зварювання.
КОРИСНА ПОРАДА. Якщо мають бути тривалі шви, то краще вибрати 4-х тактний – тоді один раз натиснувши на кнопку пуску на пальнику при старті робіт, кнопку потім можна відпустити, щоб рука не втомлювалася. Якщо мають бути короткі шви, то краще регулювати старт і стоп кнопкою, вибираючи 2-х тактний режим.

5. Виставляємо зварювальний струм. Для нашого випадку це близько 100 Ампер.
КОРИСНА ПОРАДА. У напівавтоматичному зварюванні існує пряма залежність між силою струму і швидкістю подачі дроту – чим вище струм, тим вище швидкість подачі дроту і навпаки – чим повільніше подача дроту, тим нижче сила струму.

Наш зварювальний напівавтомат з синергетичним управлінням автоматично встановлює напругу дуги. При цьому, при необхідності зварювальник може підкоригувати напругу під свій стиль роботи і відчуття процесу.
Даний апарат має регулювання індуктивності. Ця установка дозволяє налаштовувати жорсткість дуги – коригувати форму валика і глибину провару, домагаючись однорідного, естетично красивого шва. Така функція полегшить життя починаючому зварнику і дозволить йому в найкоротший час добитися рівного, якісного шва.
У представленому прикладі ми підготували апарат для роботи з нашої заготівлі. Візьміть на озброєння шпаргалку, яка допоможе вам у подальшому швидко налаштовувати потрібні параметри. Збережіть її в закладки, вона вам знадобиться:
| товщина металу | Сила струму | Діаметр дроту |
| 1,5 мм | 70 – 80 А | 0,8 |
| 2,0 мм | 90-110 А | 0,8 |
| 3 мм | 120 – 140 А | 1,0 |
| 4 мм | 140-160 А | 1,0 |
| 5мм | 160 – 200 А | 1,2 |
Як проводиться зварювання напівавтоматом
Як і в інших типах зварювання, перед початком роботи необхідно подбати про те, щоб деталі були заздалегідь оброблені – знежирені і зачищені. Перед початком роботи підключаємо кабель маси до зварювального столу і перевіряємо виліт зварювального дроту. Якщо дріт довше – потрібно його відкусити бокорезами.
КОРИСНА ПОРАДА. Важливо, щоб кінчик дроту був гострим – тоді легше буде запалити дугу. У процесі зварювання перед кожним новим швом кінчик (або утворившуся кульку) дроту потрібно буде відкушувати – так ви полегшите старт нового етапу.
Як і будь-який вид зварювання, зваррювання напівавтоматом починається з запалювання дуги. Для цього зварювальний дріт повинна торкнутися поверхні деталі, що зварюється. Натискаємо на кнопку пальника – починається подача одночасно зварювального дроту і захисного газу.
Дуга запалюється. Відбувається процес зварювання. Щоб погасити дугу, потрібно відпустити кнопку і відвести пальника від зварювальної ванни.

Пальником можна керувати однією рукою, але при використанні двох рук шов буде більш акуратним і контроль над процесом більш впевненим. Однією рукою потрібно обхопити пальник, вказівний палець повинен знаходитися внизу на кнопці старту. Провідною рукою можна спиратися на іншу руку – так буде простіше контролювати відстань до зварюваної поверхні і кут нахилу, а також виконувати необхідні рухи пальником.
Зварювання напівавтоматом не має універсального кута для зварювального пальника, якого потрібно дотримуватися при зварюванні. Якщо ми варимо деталі в одній площині і обидві деталі однієї товщини, то пальник можна тримати вертикально. Якщо деталі по товщині різні, то нахил потрібно робити в сторону деталі з меншою товщиною. При зварюванні двох деталей під кутом пальник зручніше тримати під кутом 5 25% градусів (від вертикалі). Відстань від сопла до зварюваної поверхні – від 5 до 20 мм.
Рух пальника може бути як кутом вперед, так і кутом назад. При зварюванні кутом назад. При такому способі глибина провару і висота шва збільшується, його ширина зменшується. При зварюванні кутом вперед краще проплавляются кромки, зменшується глибина провару, але шов виходить ширше. Такий спосіб хороший для зварювання металу невеликої товщини.
У процесі зварювання ви виберете найбільш зручний і комфортний для вас стиль зварювання – від способу тримати пальник, до параметрів апарату. Звертайте увагу також на звук дуги – він допоможе підкоригувати налаштування. Так, правильно встановлена дуга має рівний шиплячий звук. Якщо ви чуєте тріск – то, швидше за все, порушений баланс між швидкістю подачі і напругою, або поганий контакт в галузі зварювання.
Вплив швидкості руху пальника на якість шва
Якість шва також залежить від швидкості зварювання – швидкості, з якою електрична дуга проходить уздовж місця зварювання. Швидкість руху зварювального пальника контролюється зварювальником і впливає на форму і якість зварного шва. Згодом ви навчитеся визначати швидкість дивлячись на товщину і ширину шва в процесі зварювання:
- Занадто висока швидкість супроводжується підвищеними бризками металу. Шов виходить тонким і переривчастим.

- Занадто повільна швидкість дає широкий, розпливчастий шов.

Як пересувати зварювальний пальник під час зварки напівавтоматом?
Існує безліч способів рухів пальником для формування шва:
- Для металів 1-2 мм завтовшки можна рухати пальник зигзагоподібно, щоб впливати дугою на обидва зварювальних листа – тоді виходить міцний і герметичний. До того ж, при такому способі електрична дуга не пропалює метал.
- При наявності певного досвіду користуються прямим швом, без будь-яких коливальних рухів. Таким швом можна варити метали будь-якої товщини, але тут важливо відчувати, що дуга рівномірно охоплює обидві заготовки.
- Коли потрібно робити довгий шов, щоб не допустити перегріву металу і теплової деформації, можна варити невеликими сегментами то з одного, то з іншого кінця деталей, що зварюються. Це дозволить проварити весь сегмент без теплової деформації листового металу.
Висновок + ВІДЕО
У цьому уроці ми торкнулися, мабуть, всіх основних аспектів – від вибору витратних матеріалів і збірки апарату до настройки, азів роботи з пальником та швом. Тепер – справа за вами! Регулярна практика дозволить відточити майстерність, а зварювальні напівавтомати, зроблять зварювання комфортним і не складним. Дане відео допоможе вам наочно побачити налаштування апарату професіоналом і краще засвоїти вищеописаний матеріал практичної частини:
Якщо напівавтоматичне зварювання горизонтальних швів не представляє особливої складності для новачка, то зварювання вертикальних швів напівавтоматом вимагає досвіду і знання деяких нюансів. При вертикальному зварюванні розплавлений метал як ніколи схильний до гравітації, але при утворенні напливів отримати якісне з’єднання практично неможливо. Пропонуємо вашій увазі практичні рекомендації по зварюванню вертикальних швів, а також короткий опис методів їх створення.
Зміст статті
- 1 Підготовка апарату до роботи
- 2 Зварювання вертикальних швів напівавтоматом : особливості
- 3 Як варити вертикальний шов зверху вниз
- 4 Як варити вертикальний шов від низу до верху
- 5 Деякі технології вертикального зварювання
- 6 Як правильно варити вертикальний шов. Ради новачкам
- 7 One Thought to “Напівавтоматичне зварювання вертикальних швів”
Підготовка апарату до роботи
облаштування напівавтомата
Напівавтомат складається з інвертора, пальника, забезпеченого кабелем-каналом, газового балона з редукторами і манометрами. Перш ніж приступити до зварювання, необхідно упевнитися, що усі компоненти системи справні і приєднані в правильній послідовності. Пильну увагу варто звернути на:
- Заземлення корпусу зварювального апарату.
- Відповідність товщини зварюваних деталей діаметру присадного дроту.
- Хімічний склад основного металу і витратного матеріалу, які мають бути схожі.
- Склад захисного газу.
- Швидкість подання дроту і витрата захисного газу. Ці показники краще всього розрахувати заздалегідь, щоб не переривати зварювання через відсутність матеріалів.
- Довжину дроту, що виступає з сопла . Вона не повинна перевищувати 5 мм.
- Силу струму.
Підібравши расходники і настроївши напівавтомат, бажано провести пробне зварювання на непотрібних обрізках металу. У разі непроварення або пропалення шва регулюється сила струму і по-новому підбирається оптимальна швидкість зварювання. Також звернете увагу, що підготовчі роботи треба провести і з металевими заготівлями:
- Перш ніж здійснити зварювання, бажано з’єднати зварювані поверхні між собою точками, як мінімум двома-трьома. Завдяки цьому деталі будуть нерухомі під час роботи.
- Поверхні очищаються від слідів фарби, лаку, пилу, бруду. Напівавтомат може впоратися із зварюванням і забруднених поверхонь, проте у такому разі з’єднання буде неміцним, до того ж не вдасться уникнути токсичних випарів. Не треба зчищати товстий шар металу, це негативно відіб’ється на якості зварювання.

струбцини
Зварювання вертикальних швів напівавтоматом : особливості
Під впливом високих температур на металевій поверхні утворюються краплі. Вони починають стікати вниз, тим самим перешкоджаючи якісному зварюванню. Шлак, що залишився після використання електроду і знаходиться в такій краплі, значно збільшує ризик дефектів шва . Проте якщо відвести стержень від місця зварювання на деякий час, то станеться кристалізація металу, і крапля затвердіє. Важливо при цьому правильно розрахувати часовий проміжок, призначений для охолодження металу, інакше не уникнути непроварення.
Як правило, сила струму при напівавтоматичному зварюванні вертикальних швів на 5 А менше, ніж при зварюванні швів в іншому положенні. Такі показники забезпечують цілісність шва, мінімізуючи вірогідність виникнення підрізування. Зварювання напівавтоматом передбачає здійснення коливальних рухів, при яких корінь шва буде проварений належним чином.
Як і при зварюванні у будь-кому другом просторовому положенні, вертикальний шов може бути виконаний у вигляді суцільного з’єднання, точкового і суцільного переривчастого. У першому випадку шов надає деталям додаткову жорсткість і використовується для побутових і будівельних потреб. Другий різновид незамінний при кузовному ремонті автомобілів . Третя також широко використовується на СТО, проте застосовується для тих місць, де треба зварювати товщий метал.
Як варити вертикальний шов зверху вниз
При використанні такого методу варто звернути увагу на товщину зварювального дроту. Оскільки при великій кількості шлаку з’єднання може вийти пористим, електрод по товщині має бути значно менше ширини передбачуваного шва. Тонкий електрод гарантує швидке схоплювання зварної ванни за відсутності стікання розплавленого металу. Завдяки цьому за короткий проміжок часу можна зварити більшу кількість заготівель.
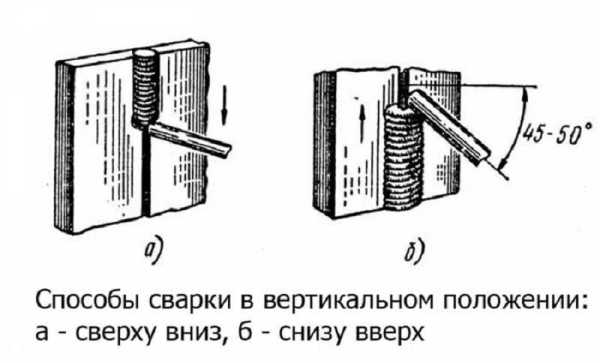
Як варити вертикальний шов від низу до верху
Таким методом варити вертика
льні з’єднання набагато складніше, але, проте, до нього прибігають більшість зварювальників, якщо належить сполучати відповідальні конструкції.
Зварювання напівавтоматом від низу до верху має на увазі інше розташування зварної ванни. Вона знаходиться знизу, а згори відбувається її наповнення рідким металом. Щоб розплавлений матеріал не проливався, треба сконцентруватися на маніпуляціях з електродом:
- Необхідно витримати кут між ним і вертикальним швом.
- Зафіксований в утримувачі кінець повинен знаходитися нижче плавкого.
- Плавлення електроду повинне відбуватися повільніше, ніж зварювальна ванна кристалізуватиметься.

вертикальний шов від низу до верху з проваром кореня
Деякі технології вертикального зварювання
Зварити вертикальний шов напівавтоматом можна, використовуючи не лише класичні методи. До досить поширених способів зварювання вертикальних швів можна віднести наступні:
- Трикутник. Вертикаль може бути зварена за допомогою такого способу, якщо товщина поверхонь, що сполучаються, не перевищує 2 міліметри. Перед початком робіт необхідно притупити кромки деталей. Напрям зварювання-від низу до верху, оптимальна товщина електроду-3 мм, а показники струму-в межах 80-100А. Після формування полички в нижній частині з’єднання електрод пересувають до одного з країв, плавлять кромки, заповнюючи ванну. Потім дії повторюються у іншого краю, причому зварна ванна виходить у формі трикутника.
- Ялиночка. Застосовується у разі, якщо проміжок між поверхнями складає 2-3 мм. Метал “витягується” з глибини проміжку, розташовується на площині кромки, потім відбувається його повернення углиб. Зварювання відбувається від низу до верху. Така технологія багато в чому нагадує петлю. Щоб метал розподілявся рівномірно в проміжку, необхідно відпрацювати рухи до автоматизму і ретельно стежити, щоб на кромках не виникли порізи.
- Драбинка. Її застосовують при проміжку, що перевищує 4 мм, якщо кромки деталей притуплені мінімально. При зигзагоподібних рухах електроду відбувається незначний підйом по вертикалі і невеликі зупинки на краях, необхідні для проплавлення металу.
Як правильно варити вертикальний шов. Ради новачкам
Попри те, що зварювання за допомогою напівавтоматичного апарату дається легко навіть початкуючим, до виконання деяких робіт варто підходити дуже відповідально, озброївшись рекомендаціями досвідчених майстрів справи. Оформлення вертикальних швів-одна з таких ситуацій, де досвід попередників буде цілком до речі.
- Щоб добитися стабільного горіння дуги, стержню під час підпалу варто надати перпендикулярне положення.
- Щоб уникнути виникнення потьоків, електрод під час роботи тримається в похилому положенні.
- Якщо у вас в пріоритеті не висока продуктивність, а акуратний шов без щонайменших патьоків, тоді варто зменшити довжину дуги. Кристалізація, що прискорилася, дозволить уникнути патьоків.
- Збільшити швидкість кристалізації металу можна також за рахунок збільшення сили струму і ширини шва. Проте, використовуючи такий метод, будьте готові до того, що шов вийде дещо гіршим за якістю.


