Наплавлення валиків в два шари:
1-перший шар, 2-другий шар
Перший валик при багатошаровому наплавленні накладають від краю наплавляється пластини на всю довжину. Наступні валики накладають так, щоб попередній валик розплавлявся на 1/3 або на 1/2 своєї ширини, тобто був сплавлений як з основним металом, так і з раніше накладеним валиком. Така послідовність виплавки створює монолітність наплавленого шару і усуває утворення шлакових прошарків між валиками.
Ширина валиків зазвичай приймається b=(2÷4)dэ, а висота h= (0,5÷1) dэ.
Для отримання валиків таких розмірів учні повинні здійснювати широкі коливальні рухи електродом поперек шва.
Після наплавлення першого шару по всій поверхні пластини потрібно ретельно зачистити його металевою щіткою, а потім наплавити другий і третій шар у взаємно перпендикулярних напрямках.
ІНСТРУКЦІЙНО-ТЕХНОЛОГІЧНА КАРТКА
ПРОФЕСІЯ: Електрогазозварник
Модуль: ЕГЗ 2.3.1 (ДСПТО 7212.C.28.00 – 2015)
Компетентність: Суцільне багатошарове наплавлення валиків у нижньому положенні пластин
Уміти: Наплавляти валики в рівномірний шар на поверхні деталі
Відведений час: 5 годин
Зміст завдання та послідовність набуття компетентності | Обладнання, інструмент, пристосування | Технічні умови і вказівки щодо оволодіння компетентністю |
Малюнок (схема) |
1 | 2 | 3 | 4 |
1. | Відпрацювання навичок із суцільного наплавлення слід розпочинати з наплавлення валиків на пластину, розташовану в нижньому положенні. | Зварювальний стіл, пластина. | Суцільне наплавлення валиків застосовують під час ремонту спрацьованих деталей, виправ-лення браку литва, а також для отримання від поверхні особливих властивостей (твердості, зносостійкості, різальних властивостей та ін.). | 
1 – перший шар наплавлення 2 – другий шар наплавлення |
2. | Перший валик наплавляють від краю пластини вертикально розташованим електродом. Наступний валик нап-лавляють електродом, нахиленим у бік першого валика на 30-60°. Кожний шар валиків слід старанно зачищати від шлаку окалини зубилом і металевою щіткою. | Пластина, електроди, зубило, молоток, металева щітка. | Наплавлені валики повинні мати однакове посилення, ширину, старанно зварені кратери і повне сплавлення одне з одним. |

h – підсилення валика e – ширина валика |
| 1 | 2 | 3 | 4 |
3. | Для одержання монолітного шару наплавленого металу кожний насту-ний валик повинен перекривати попередній на 1/3 його ширини. |
| Пластини і круглі стрижні після наплавлення не повинні мати видимих деформацій. |
|
4. | Набувши навичок з одношарового наплавлення валиків, слід перейти на багатошарове. Другий шар валиків (після першого наплавлення) наплавляють перпендикулярно першим валикам. Під час наплавлення круглих стрижнів, щоб знизити деформацію стрижня, застосовують спосіб зрівнювання деформацій (див. схему). |
| Якщо наплавлення застосову-ється для надання поверхні виробу особливих властивос-тей, відмінних від основного металу, то електроди і режим струму застосовуються згідно з технологічною картою для зварювання таких виробів. | 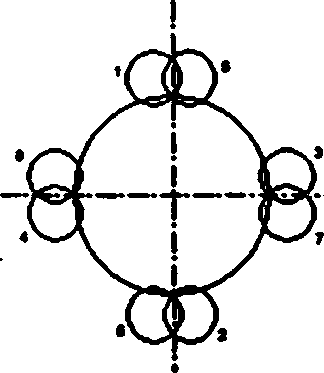
Схема послідовності наплавлення круглих стрижнів |
Запитання:
1. Як одержати монолітний шар наплавленого металу?
2. Як знизити деформацію під час наплавлення круглих стрижнів?
Від чого залежать посилення і ширина наплавлення валиків?
Немає коментарів:
Дописати коментар