Як варити стельовий шов
Стельову зварювання вважають найскладнішим типом зварювальних робіт. Це можна пояснити тим, що під час процесу зварювальна ванна розташована догори дном. Щоб зробити роботу правильно, потрібно дотримуватися правил безпеки та основні тонкощі технологічного процесу. Варто детальніше ознайомитися з тим, як варити стельовий шов, щоб він був максимально якісним і міцним.
Особливості стельової зварювання
Стельову зварювання вважають досить трудомістким і складним процесом, тому новачкам не рекомендують виконувати цю операцію самостійно. Перед нею в обов’язковому порядку потрібно провести підготовчі роботи, підібрати якісний інструмент, придбати засоби індивідуального захисту.
Стельове зчеплення характеризують низкою складнощів. В процесі виконання роботи розплавлений метал може стікати вниз, що несе певну небезпеку для зварника. Тільки досвідчені професіонали, які добре розбираються у технології зварювання, можуть уникнути подібних труднощів, ретельно дотримуючись техніки безпеки.
Перш ніж приступити до споювання стельових швів, необхідно знати деякі особливості процесу:
- для об’єднання стельових валиків потрібно застосовувати виключно зварювання напівавтоматом або ручним методом;
- для збільшення міцності та експлуатаційних показників стельових зчеплень використовують покриті електроди;
- довжина електродів не повинна перевищувати 4 мм, так як зварювання полотна здійснюють у форматі дуги з мінімальним радіусом;
- ширина утвореного стельового шва повинна бути трохи менше, ніж товщина електрода;
- здійснювати зварювання необхідно в сухому приміщенні з низьким рівнем вологості. На електроді, зварювальному апараті і металевих профілях також має бути вода. Це вимога пояснюють тим, що в процесі зварювання вода перетворюється в пар, який, з’єднуючись з хімічними компонентами, формує газ, що чинить негативний вплив на якість валика;
- щоб відстежувати якість одержуваного шва необхідно працювати у напрямку «на себе». Це дозволить бачити процес і контролювати його;
- для запобігання розтікання металу електрод слід помістити під невеликим кутом, трохи відводячи його в бік.

Види стельових швів
Формування стельових швів визнають одним з найбільш проблемних процесів, для виконання якого необхідний великий досвід роботи в цьому напрямку, володіння глибокими знаннями технологій і способів зварювання.
Залежно від способу утворення, розрізняють три основних типи швів: стиковий, внахлест і тавровый.
Встик (стиковий шов)
Одне з найміцніших кріплень, для якого характерно неодноразове проходження електрода. Спочатку потрібно сформувати кореневий шов, для якого потрібно електрод з діаметром 3 мм, Щоб стик був максимально міцним, рекомендують при формуванні кореневого валика користуватися методом зварювання «драбинка». Після того, як шов сформований, йому необхідно дати час на охолодження.

Внапуск
Цей вид використовують для зварювання листового металу з невеликою товщиною (до 8 мм). Щоб з’єднання було максимально міцним, вкрай важливо підібрати правильний кут розташування електрода до поверхні. Він повинен становити 15-45 градусів. Якщо не дотримуватися цієї вимоги, розплавлений метал буде знаходитися не на межі, а в стороні, що помітно знизить якість шва і міцність кріплення.

Тавровый стельовий шов
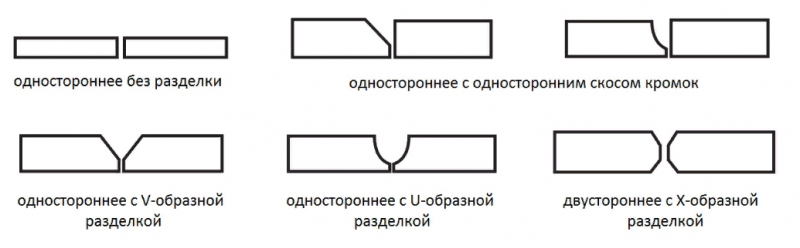
Ця різновид являє собою форму літери «Т». Його роблять з одним або двома швами. Що стосується оброблення крайок, то ця операція залишається на розсуд зварника. Багато в чому все залежить від товщини деталей, що підлягають зварюванню і кількості швів:
- одинарний шов, товщина металевих аркушів до 4 мм – обробка кромки не вимагається;
- подвійний шов, товщина металу 4-8 мм – обробка кромки не обов’язкова;
- одинарний шов, товщина металевих профілів 4-12 мм – необхідна оброблення кромки з одного боку;
- подвійний шов, товщина металу до 12 мм – потрібно оброблення кромки з обох сторін, причому швів має бути два.

Одним з різновидів таврового стельового шва вважають кутове з’єднання. Візуально воно нагадує букву «У». Вимоги до нього висувають аналогічні, як до класичного тавровому шву, проте існує кілька особливостей. Рівень нахилу електрода до металевої поверхні повинен коливатися в межах 60 градусів. Якщо він буде менше, якість зварювання погіршиться. Особливо це помітно, якщо необхідно з’єднати між собою два металевих профілю різної товщини. При недотриманні вимоги більша частина прогріву доведеться на більш товстий профіль, що призведе до того, що тонкий метал не буде прогорати.
Способи зварювання стельового шва
Експерти виділяють кілька методик зварювання стельових валиків:
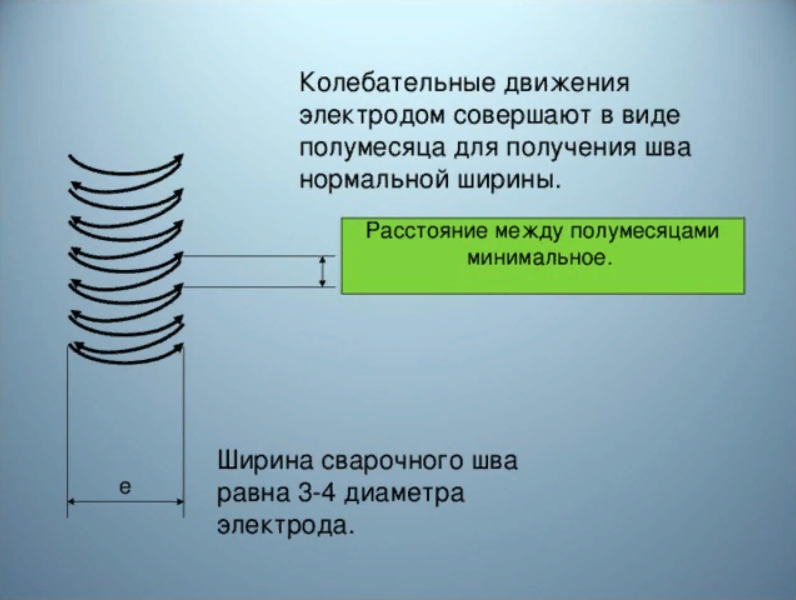
- Півмісяць (дугового). Цей метод передбачає кутовий нахил електрода (90-140 градусів) до поверхні. Далі необхідно робити зигзагоподібні коливальні рухи, що нагадують дугу. Зварної елемент буде пересуватися по напрямку від кромки до кромки, забезпечуючи міцну зварювання.
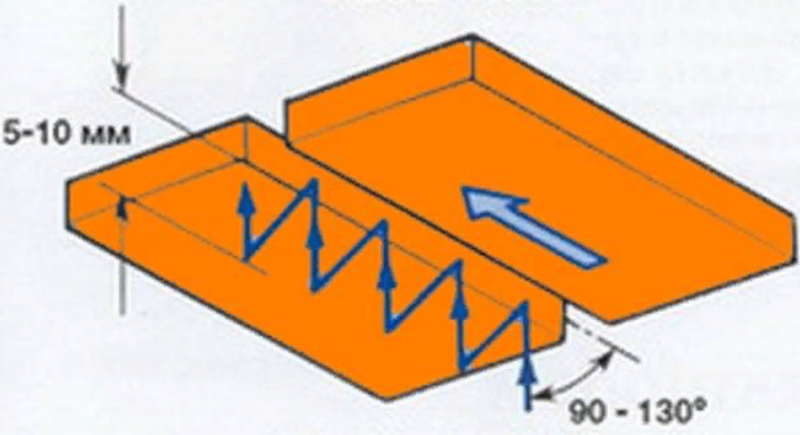
- Драбинка. Володіє схожими особливостями зі зварюванням півмісяцем. Використовуючи зазначену методику, електрод слід розмістити під кутом 90-130 градусів до металевої поверхні. Зважаючи на небезпеку стікання розпеченого металу, при виконанні операції зварної елемент потрібно відвести в сторону. Як тільки він охолоне, електрод повертають на місце роботи, після чого операцію відновлюють. Драбинка має візуальне відміну від півмісяця в підсумковому виконанні. Відмінність між ними полягає в тому, що шовні з’єднання набуває видовжену форму.
- Зворотно-поступальний спосіб. Особливість цього методу полягає в тому, що зварної елемент кілька разів проходить по поверхні шва. Спочатку потрібно сформувати кореневої валик, що володіє перерізом у межах 3 мм. Потім його потрібно залишити на деякий час охолонути. Після повного охолодження металу, електрод повертають на поверхню.





Безпека при зварюванні стельового шва
При виконанні зварювальних операцій необхідно в обов’язковому порядку акцентувати увагу на техніку безпеки, передбачену для заходів такого формату. Від виконання простих рекомендацій буде залежати підсумкові якісні параметри шва, особиста безпека найманих працівників.
Плануючи зварювальні роботи, необхідно приділити увагу наступним рекомендаціям:
- Всі проводи, приєднані до зварювального обладнання, повинні мати хорошу ізоляцію. Не допускається наявність оголених ділянок кабелів, так як це може призвести до проблем зі зварювальним апаратом, підвищує ризик для здоров’я й життя користувача.
- Інвертор необхідно від’єднувати від мережі, якщо він не використовується. Не виключені ситуації, коли обладнання може включитися через необережність. Також дотримання цього правила допоможе захистити апарат від можливих перепадів напруги в електромережі.
- Категорично не допускають виконання зварювальних робіт без засобів індивідуального захисту. В обов’язковому порядку зварнику слід одягти захисну маску, спецодяг, взуття та рукавички. Роботи повинні проводитися на спеціальному килимку.
- Скріплення стельових швів повинно здійснюватися в сухому і теплому приміщенні. Не рекомендують виконувати завдання в дощову або снігову погоду, якщо в приміщенні спостерігається досить високий рівень вологості. В іншому випадку це може негативно позначитися на якості виконання стельового шва. Впоратися із завданням в будь-яких умовах можуть тільки досвідчені майстри, що володіють необхідними знаннями.
- В обов’язковому порядку потрібно дотримуватися правил пожежної безпеки. Це означає, що поблизу від місця зварювання не повинно бути сторонніх предметів і горючих матеріалів.

Як правильно варити стельовий шов інвертором
Зварювання стельового шва являє собою технологічно складну операцію, яка відрізняється особливою трудомісткістю. Разом з тим, цей вид зварювання вважають найбільш надійним, оскільки дозволяє отримати максимально міцне і якісне з’єднання.
Щоб виконати роботу максимально якісно з використанням інвертора, потрібно дотримуватися таких правил:
- На початку операції зварювані боку зводять максимально щільно один до одного. Це дозволить уникнути утворення зазорів, через які шов може втратити міцність.
- В обов’язковому порядку потрібно провести оброблення кромок, також, як і в положенні знизу. При цьому, якщо товщина металевого профілю більше 0,5 см, потрібно зробити скіс у формі латинської літери «V».
- Для спрощення формування зварного з’єднання можна варити половинкою електрода. При цьому, він повинен розташовуватися по відношенню до металевого елементу під кутом не менше 45 градусів.

- Так як робота здійснюється нагорі, висока ймовірність падіння крапель розпеченого металу. Щоб запобігти цьому, підвищити рівень безпеки, слід встановити силу струму в інверторі на середній рівень.
- Якщо сполучаються між профілями утворився зазор, позбутися від нього можна за допомогою переривчастої дуги. Краплі розпеченого металу накладають один на одного без часових проміжків.
- Якщо поверхня профілів ідеально рівна, між ними відсутні зазори або дефекти, перший валик накладають без коливальних рухів електроду. Завдяки цьому метал максимально заповнює стик. Однак наступний прохід електродом потрібно робити вже більш широкий.




Важливо! При зварюванні труб рекомендують відразу робити широкий шов, щоб металеві вироби зчепилися між собою максимально міцно.
Як варити стельовий шов електрозварюванням
Якщо немає достатнього досвіду в проведенні зварювальних робіт в стельової частини приміщення, варто ознайомитися з етапами роботи. Найбільш наочно весь процес показаний на відео:
Висновок
Варити стельовий шов непросто, це трудомістка і енергозатратна завдання. Впоратися з нею можуть тільки користувачі, що володіють певними навичками зварювання, що розбираються в особливостях виконання подібних сполук. Якщо у споживача немає достатнього досвіду в зварюванні стельових швів, краще довірити цю задачу досвідченому професіоналу.
Немає коментарів:
Дописати коментар